







يتم استخدام إدخال النحاس brazingBoth النحاس والألمنيوم لجعل الموصلات الكهربائية، وكثافة الألومنيوم هو ثلث ذلك من النحاس. لذلك، الألومنيوم والنحاس تشكيل موصلات يمكن أن تقلل من التكاليف، والحد من جودة المكونات الميكانيكية، وبذل مزايا كل منها....
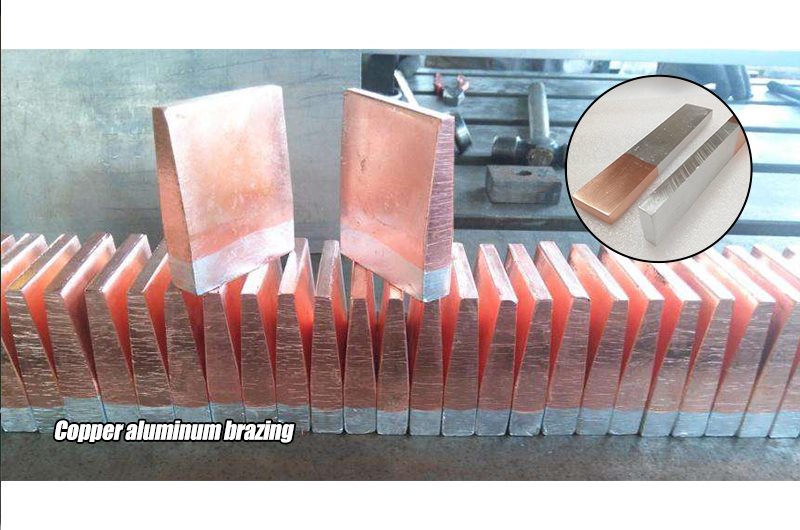
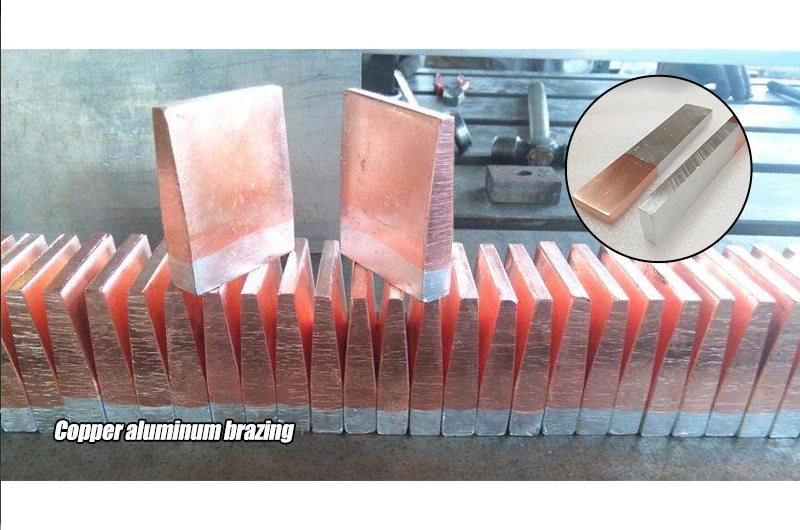
مقدمة من النحاس الألومنيوم brazing
وتستخدم كل من النحاس والألومنيوم لجعل الموصلات الكهربائية، وكثافة الألومنيوم هو ثلث ذلك من النحاس. لذلك، الألومنيوم والنحاس تشكيل موصلات يمكن أن تقلل من التكاليف، والحد من جودة المكونات الميكانيكية، وبذل مزايا كل منها.
طريقة النحاس الألومنيوم brazing
- عملية اللحام: عملية البرازينج، الأكسجين البروبان (الغاز الطبيعي)، الأكسجين-الأسيتيلين، النفط المسال الغاز اللهب brazing.
- أدوات اللحام: اسطوانات الغاز مع الغاز المسال البترولي، والمشاعل الأزيز.
- المعالجة المسبقة لحام
(1) لحام أنابيب النحاس والألومنيوم
- تصميم مشترك: يجب التحكم في الفجوة من جانب واحد من المفصل في 0.08 ~ 0.2mm، وطول اللحام عموما ليست أكثر من 30mm.
- المعالجة السطحية: استخدم محلول تنظيف اللغى أو المعدن لتنظيف الزيت والملوثات الأخرى في منطقة اللحام المشتركة، ثم استخدم مكشطة (أو ورق الصنفرة الخشن، أو فرشاة نحاسية، أو فرشاة سلكية) لكشط طبقة العزل على سطح منطقة اللحام المشتركة.
ملاحظة: لا يمكن صقله ، لأن اللحام ملحوم بالعمل الشعري ، ولا يؤدي إلى اللحام بعد التلميع.
(2) لحام شريط النحاس وشريط الألومنيوم (أو الأسلاك النحاسية وأسلاك الألومنيوم):
استخدم محلول تنظيف اللغى أو المعدن لتنظيف الزيت والملوثات الأخرى من منطقة اللحام، ثم استخدم فرشاة نحاسية (أو فرشاة سلكية، أو كاشطة، أو ورق الصنفرة الخشن) لكشط طبقة العزل على سطح منطقة اللحام المشتركة.
ملاحظة: لا يمكن صقله ، لأن اللحام ملحوم بالعمل الشعري ، ولا يؤدي إلى اللحام بعد التلميع.
- السيطرة على اللهب والتدفئة
(1) اختيار الأدوات
ويفضل استخدام شعلة لحام الاحتراق بمساعدة الهواء ساخنة بشكل موحد (تم تجهيز الشعلة لحام مع صمام التحكم في تدفق الهواء وجهاز الدورية، ويتم تدوير اللهب من خلال طرف لحام، ويتم رش اللهب بالتساوي. وتباع هذه الشعلة لحام من قبل شركتنا)، والحد من اللهب (الغاز الطبيعي والنفط) ويفضل الغاز المسال حرق اللهب).
(2) طريقة التدفئة:
يجب أن تكون الشعلة ناعمة وتغطي منطقة اللحام تماما. يجب تحريك اللهب صعودا وهبوطا واليسار واليمين مع منطقة الاتصال كمركز ، بحيث يتم تسخين منطقة الاتصال بالتساوي (عندما يتم توصيل المعادن المختلفة ، يجب تسخين المزيد من المعدن مع الموصلية الحرارية الجيدة. على سبيل المثال، عندما يتم لحام النحاس والألومنيوم، ينبغي تسخين المزيد من أجزاء النحاس لضمان الاتصال. درجة حرارة المكون).
(3) طريقة ملء الأسلاك:
أثناء التدفئة. يمكن للسلك تدفق مقشر لمس الشغل في منطقة الاتصال (درجة حرارة الشغل يذوب السلك، وتأثير لحام هو أفضل). عندما يتم العثور على أن السلك يمكن أن تذوب، وينبغي تغذية السلك على الفور، وينبغي وقف التدفئة لتجنب الإفراط في حرق والأضرار التي لحقت المعدن الأساسي. تغذية سلك اللحام حتى لحام المنصهر يملأ لحام (لأن لحام المنصهر يخترق لحام عن طريق العمل الشعرية، والتوقف عن تغذية سلك اللحام عندما ينظر بصريا أن يتم تعبئة لحام مع لحام. تجنب النفايات غير الضرورية).
(4) طريقة التبريد:
إزالة الشعلة بعد لحام للسماح لها لتبرد بشكل طبيعي.
ملاحظة: عند اللحام، تجنب اللهب الذي يهدف إلى نقطة معينة لفترة طويلة، وينبغي ألا تتجاوز درجة حرارة اللحام 630 درجة مئوية لتجنب حرق المعدن الأساسي.
تحذير السلامة: يجب أن يرتدي عمل Brazing ملابس واقية وقفازات واقية ونظارات واقية (أو درع الوجه الواقي) ، حذار من تدفق السائل الرش على الجلد والتسبب في حروق.
- علاج ما بعد اللحام:
لا يلزم مزيد من العلاج بعد التبريد ، وبقايا التدفق مرئية ولكنها غير مسببة للتآكل ، ولا تمتص الرطوبة وتلتزم بحزم. إذا لزم الأمر، فمن المستحسن استخدام الطرق المادية لإزالة، مثل استخدام فرشاة معدنية لإزالة بعد نقع (إذا كان هناك نتوء صغير، يمكن مصقول مع الصنفرة غرامة).






